“调养”包装行业 实现智能化增值
基于以太网的控制方案让包装设备“灵活万变”
2016-07-17 罗克韦尔自动化
 与我们联系,请点击这里
与我们联系,请点击这里

作者:杨合 罗克韦尔自动化 OEM 技术顾问
背景
现今,消费品行业产品更迭换代 的速度越来越快,对包装设备的要求 除了高速,更重要的是做到柔性化, 以满足产品的多样化和个性化生产。 为了实现更高速、更柔性化的生产目 标,包装机械中,传统上由机械部件 完成的功能现在越来越多地由伺服系 统来实现,比如,电子凸轮和电子齿 轮取代机械凸轮和齿轮,多轴之间无 须“硬/机械”连接的高精度同步。 这些自动化和网络化技术的应用,有 利于简化机器结构、提高机器速度并 增加生产操作的灵活性,同时提高设 备质量并使设备更易于维护和检修, 在实现生产柔性化的同时延长设备 寿命。佛山市科时敏包装设备有限公司是生产包装机械设备的专业公司,产 品包括贴标机、膜包机、纸包机、纸 箱成型机、装封箱机、码垛机、卸垛 机等。在过去,纸箱包装机包装不同 尺寸的产品时,需要停机并手动进行 生产中各个环节的同步定位,这通常 需要长达1~2个小时的调整和测试, 严重影响了生产效率。随着,“小批 量”和“多样化”生产成为客户需求 的主流趋势,科时敏致力于研发和生 产更具灵活性和柔性化的包装设备, 要求设备在生产中能够快速地实现工 艺切换。
挑战
为提高纸箱包装机的生产效率和 灵活性,科时敏将设备需要机械同步 的几个部分拆分为多个伺服系统来控制,以减少更换包装尺寸所需要的停 机调整时间。
按照科时敏的要求,将原来一个 电机驱动的机构拆分为多个电机驱动 后,如何保证多个生产环节的同步 位置关系成了设备控制的难点。正 常生产时,借助伺服电机电子凸轮的 功能,可以轻易实现轴与轴的位置同 步,但如果其中的某轴发生故障,则 会脱离生产同步,此时对于故障的处 理,就显得尤为重要。此外,该设备 的生产速度较高,单通道设备最高需 要70包/分,这要求设备能够平稳和 柔顺的运行,特别是对于设备分瓶电 机的控制方面。科时敏的包装设备分 为进瓶单元、分瓶单元、上纸单元、 折纸单元、合纸单元、喷胶单元、出 箱单元等部分。分瓶单元的作用是:
将链道上连续的瓶子分隔成所需包 装规格的排数。分瓶部分有2个伺服 电机,每个电机的链条上有2个分瓶 爪。通过两对分瓶爪的相互配合,以 及分瓶爪与输瓶链之间的速差,将瓶 子分成3个组。如果分瓶CAM曲线不 是很平滑,在高速时会出现分瓶爪的 振动。因此该设备对分瓶曲线的设计 提出了较高的要求。
解决方案
科时敏的“精进”体现了工厂信 息化日益深入的今天,工厂对智能制 造提出更高的要求。罗克韦尔自动化 的产品通过EtherNet/IP工业以太网直 接和上层控制设备和企业的信息系统 实现互联,打破以往工厂设备与企业 级信息系统的通讯障碍和连接高成本 等不足,真正实现低成本的“互联 企业”。
面对上述挑战,罗克韦尔自动化 为科时敏的提供了一整套完整而成熟 的解决方案,很好地保证了设备多生 产单元的同步位置关系,满足了不同 设备单元各自对控制提出的要求。
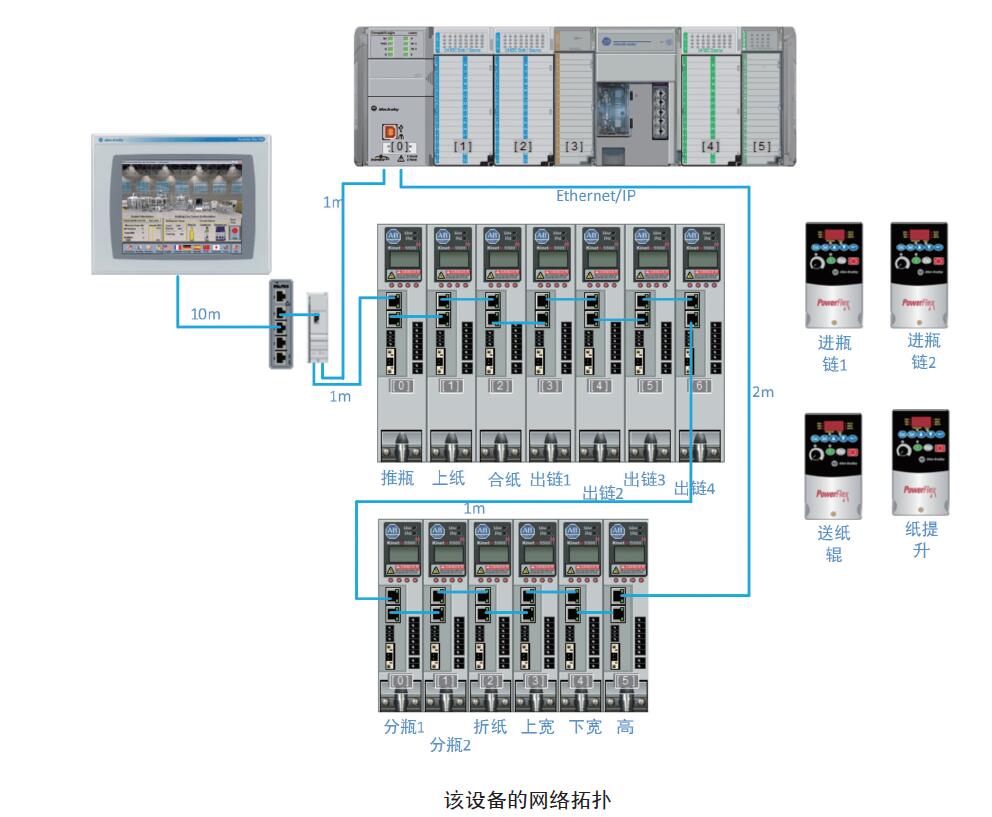
在硬件的选择上,整机采用罗克 韦尔自动化中型系统解决方案:控 制器为CompactLogix L36ERM,通过 工业以太网EtherNet/IP连接伺服驱动 器。EtherNet/IP采用CIP 同步技术, 并通过标准以太网实现实时闭环运动 控制。这样,就能在单一网络中实现 整套控制解决方案的简化集成,包括 HMI、PLC、I/O 及运动控制等等。
CompactLogix 5370 L3控制器经济 实用,非常适合从小型单机设备到高 性能分度盘、撬装式过程设备、装箱 机、开箱机和包装设备等领域的应 用,并且最高可支持16轴集成运动控制。Kinetix 5500伺服电机和VP低惯 量伺服电机系列既可提供经济实用的 运动控制解决方案,也可带来在当今 行业竞争中致胜所需的高性能和可扩展性。除此之外,Kinetix 5500 采用 创新的紧凑型设计,所需的面板空间更少,连接只需使用一根电缆,且反 馈、电机制动和电机电源信号均集成 在一根电缆中,简化了接线并降低了 库存成本。
除此之外,由多口EtherNet/IP设 备组成的DLR设备级环网作为一种单 点故障容错环型网络,可用于实现自 动化设备的互联。它无需额外交换机,安装简单,能够应对网络上的单点故障,并且在网络上发生单点故障 时能迅速反应并快速恢复。
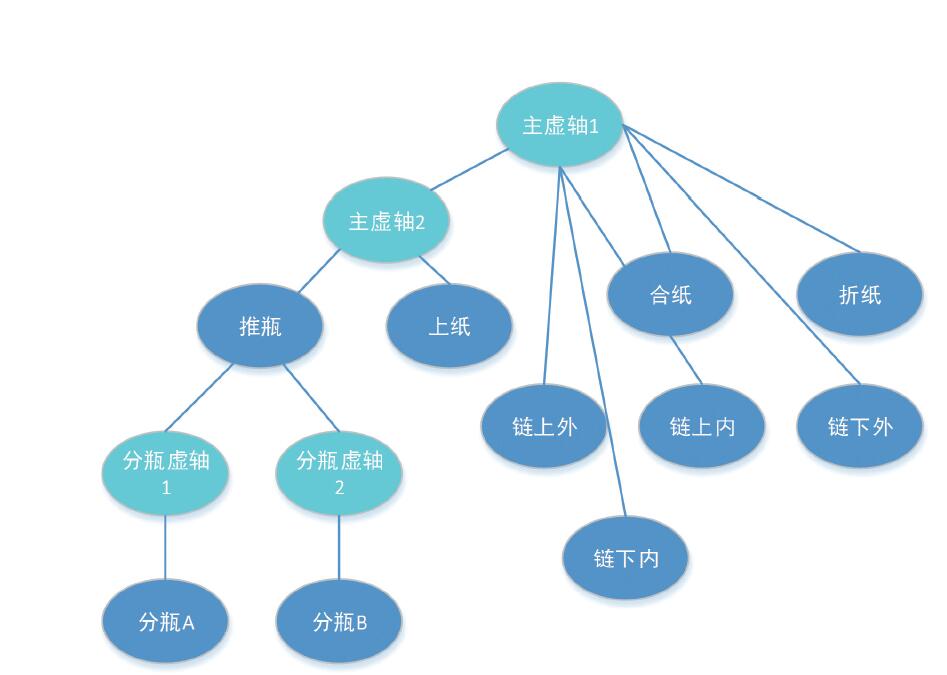
由于整个机器需要同步的轴较 多,根据设备工艺的要求,出现设备 故障,或者停机时,需要保持机器组 成部件的相互位置同步,譬如:推瓶 单元与上纸单元的配合。由于设备工 作中有时会出现倒瓶、缺瓶的情况, 这时候上纸单元要停在等瓶位置,等待有合格的瓶剁后,再重新启动切入到位置同步状态,以免出现不合格 箱包;同样,上纸机构有时会出现 缺纸、卡纸的情况,这时候该工作周 期是有瓶而无纸,此时推瓶单元需要 在停在等纸位置,直到有纸后再次启 动,重新切入到位置同步状态。为达 到相互位置同步,本项目采用了下图 所示的轴耦合关系。
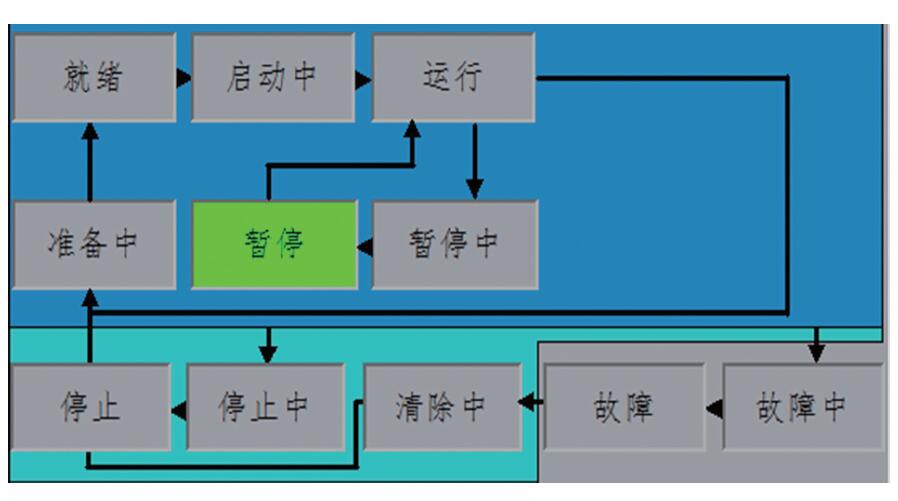
在软件上, 项目采用Power Programming实现模块化编程,并 实现了PackML状态机,这个状态 模型被证明是标准化机器控制的最 佳选择。模块化编程的宗旨是将机 器拆分成多个模块,这些模块接收 命令,并且响应完成状态或者故障状态。
对于不同设备单元的控制,罗克 韦尔自动化也根据每个单元的特点,进行了设计:对于折页电机,为了保 证纸箱的成型效果,罗克韦尔自动化 为其设计了一段CAM曲线,这段曲线 可实现在线修改。对于大尺寸的箱包 产品,分瓶曲线的调整存在一定的难度。罗克韦尔自动化的解决方案,在 离线时就能观察到目标CAM曲线,并 可以通过离线的曲线设计,保证曲线 的连续性和平滑性。

效果
采用罗克韦尔自动化解决方案, 大大简化了机器的调试时间,并出色 地完成了设备的各项工艺控制要求, 实现了便捷的设备故障诊断和恢复, 不论设备在70包/分高速下连续生产 和非连续生产时都有着非常出色的表现。除此之外,模块化编程的使用大 大简化了项目的修改及开发流程,应用项目工程师们能够快速考虑具体的 应用项目中所出现的问题,例如复杂 凸轮曲线的计算或高速计数等,而不用重新创建通用机器的控制算法。客户对于罗克韦尔自动化提供的 控制解决方案非常满意:“科时敏以 往都是选择1、2或者4轴的产品,此 次科时敏首次选用13轴的产品着实为一大突破。以前,如果要更换产品规格就要手动操作,而人工调试的话 需要很长时间;现在,只需要点一下 操作界面,就能自动地把机器调节到 位;而且模块化的编程系统可以大大 缩短产品的编程时间。此外,在程序设置上,CAM曲线可以使产品在凸轮 上也能运行顺畅。罗克韦尔自动化的 产品让我们感受到‘工业互联’的真 正意义。”
目前,科时敏的全自动高速纸箱 包装机已经在多家知名消费品企业得 到应用,并赢得了用户的广泛好评。 “开发客户需求的包装设备,令顾客 满意”是科时敏多年来秉承的宗旨, 罗克韦尔自动化通过基于以太网的全 集成控制解决方案,帮助科时敏更好 地满足客户的需求,提高产品的市场 竞争力。作为全球最大的致力于工业 自动化与信息的公司,罗克韦尔自动 化可以为包装行业提供一整套完整而 成熟的解决方案,帮助企业生产出更 加灵活、更加柔性化的包装设备。缩 短产品的上市时间,减少设备停机时 间,提高生产效率。
COMAC Group 技术层面的决策带来了大量立竿见影的好处,对于该公司的客户尤为如此。其中包括:提高工厂绩效,降低部署和维护成本。
ControlLogix PAC 已配备 EtherNet/IP 通信卡,而DeviceNetTM 协议要求额外配备一台扫描器和专用电缆才能与流量计进行通信,这样会增加成本,加大架构的复杂程度及配置和布线过程中出错的风险。
